制作变压器是业余电子爱好者的一项基本技能,在业余条件下,我利用部分闲置材料自制了一台自动排线绕线机,为以后的DIY提供了方便。
该绕线机采用CNC软件Mach3自动控制和手动控制,具有软件计数和主轴独立计数功能。以防止软件在特殊状况下因脉冲丢失造成计数错误。
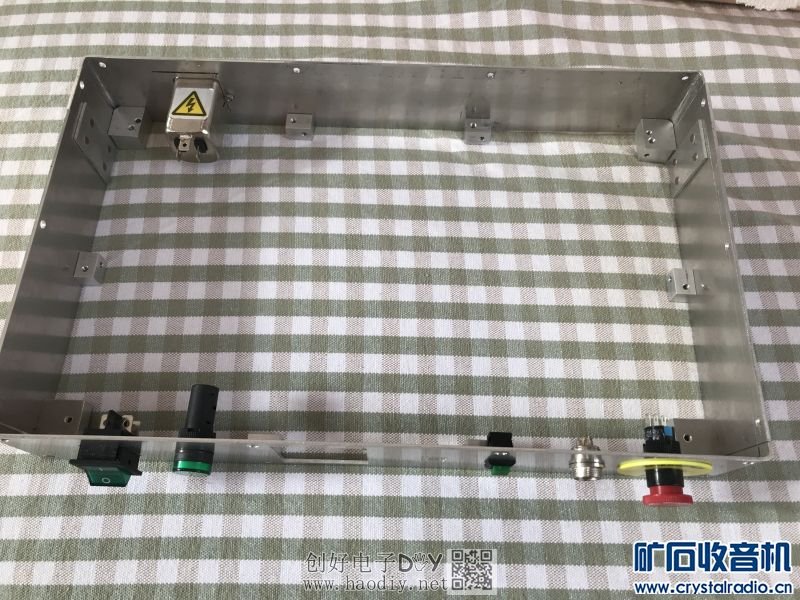
该机面板自左至右依次排列为:电源总开关、电源指示灯、主轴独立智能可逆计数器、USB接口、可逆计数按钮、启动按钮、停止按钮。
主轴使用步距角为1.8度的57步进电机,经过同步带以2:1的传动比增大扭矩带动主轴旋转已实现绕线功能。
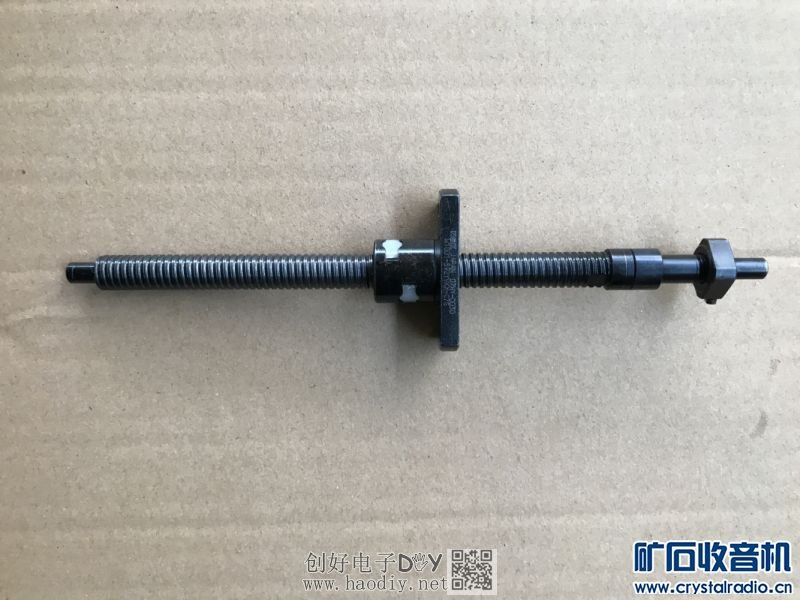
排线电机步距角为1.8度的42步进电机,经刚性联轴器传动螺距为2毫米的滚珠丝杆,带动排线器部件实现自动排线。
控制板为支持Mach3软件控制的USB接口电脑控制板,该板可自动控制主轴电机和排线电机协同工作,根据设定的程序 ,完成自动绕线功能。同时该板也具有部分手动控制功能,便于操作。 该机工作时可方便实现绕线手动变速,随时手动停止、启动,可编程变速、停止、启动及设定圈数停止等功能,使用灵活方便。
该机体积小巧,外形尺寸为:长38cmX宽23cmX高26cm。重量为7.8kg。
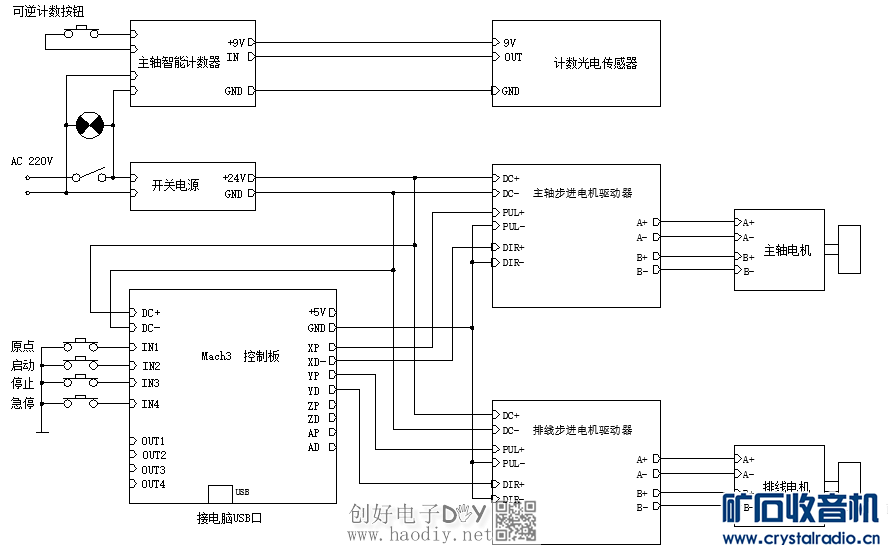
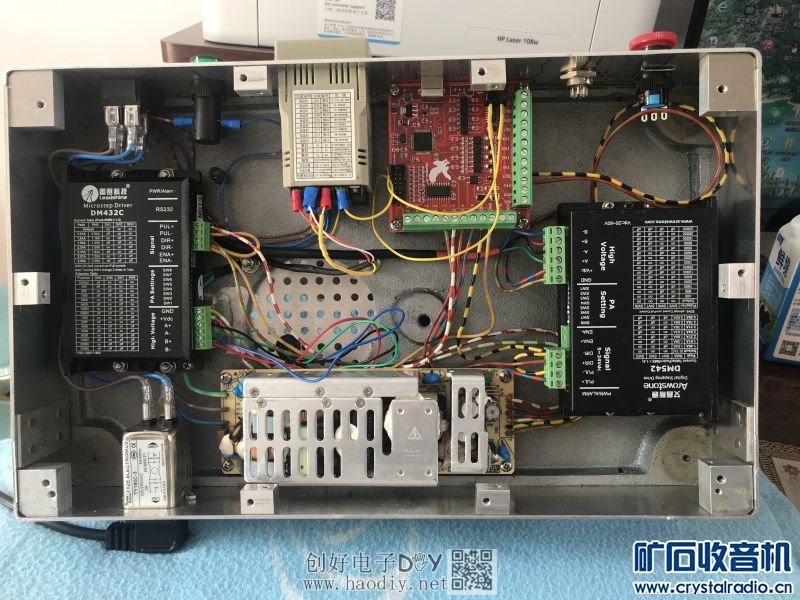
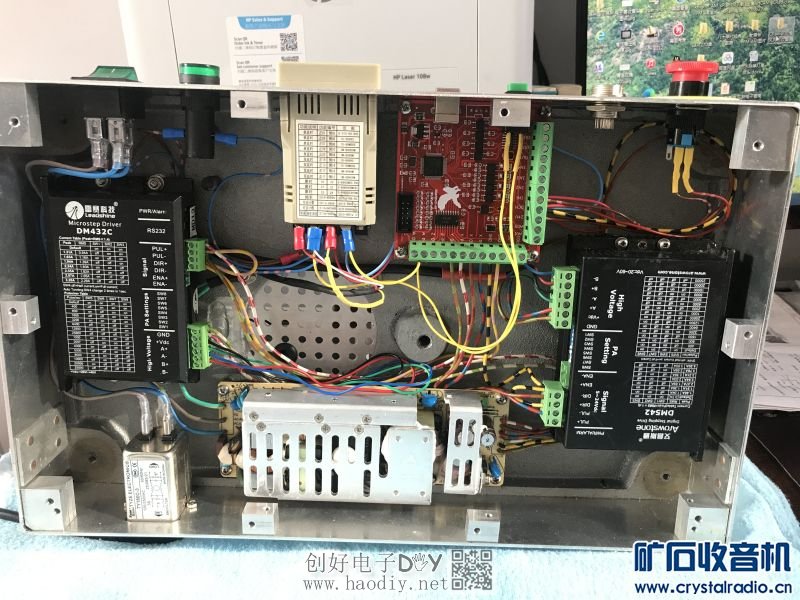
一、整机接线图
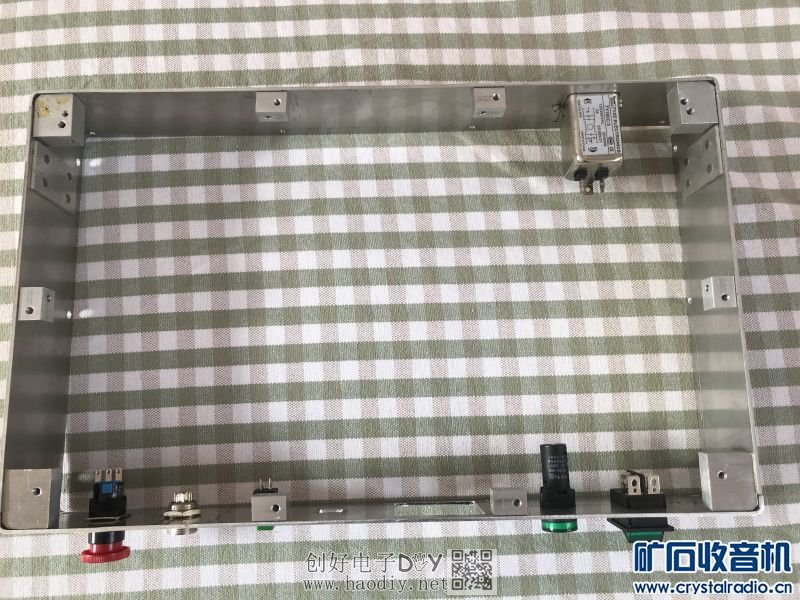
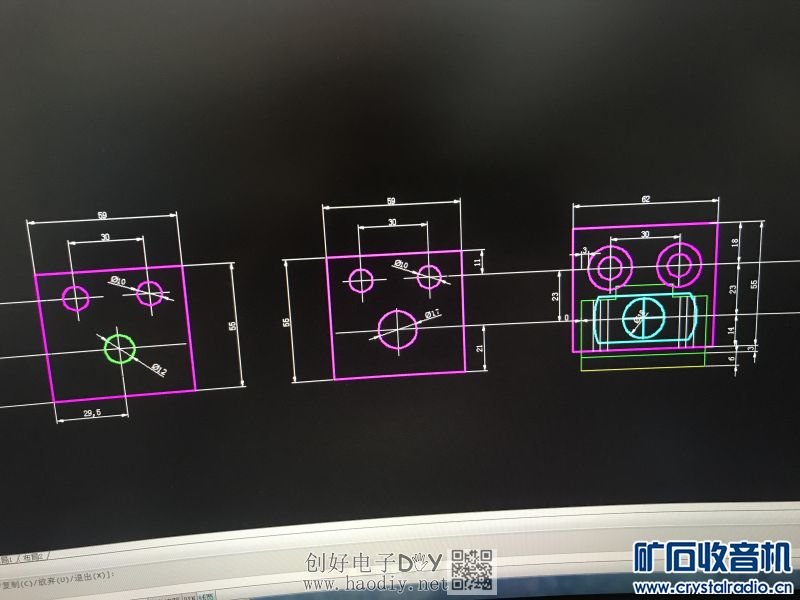
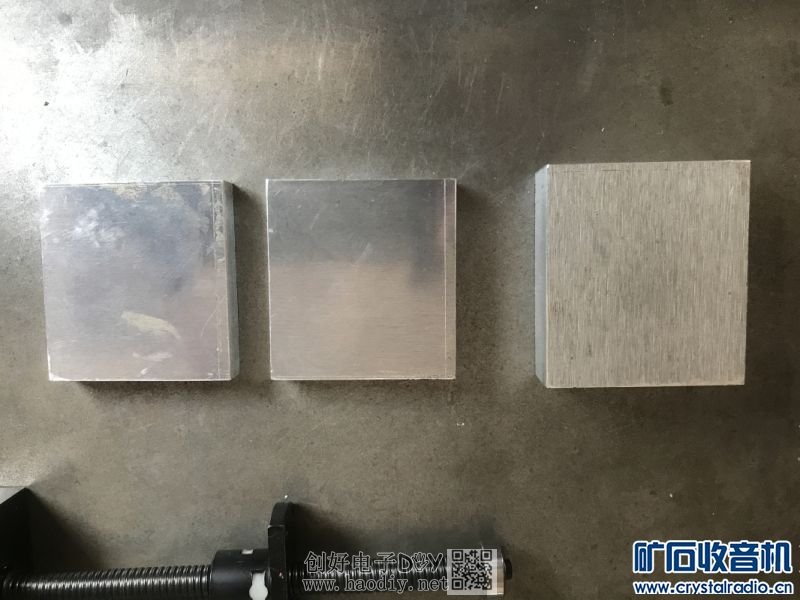
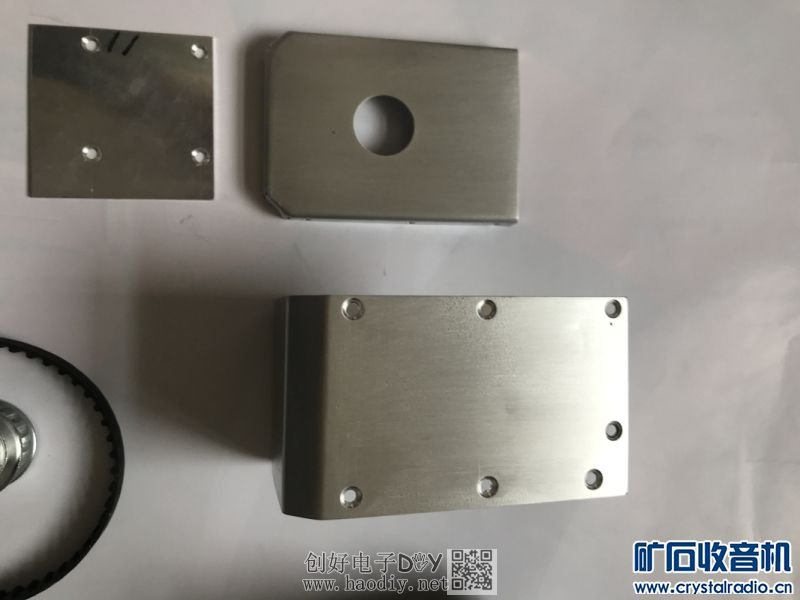
二、购于本坛的铸铝底板及外壳制作








三、滑台制作






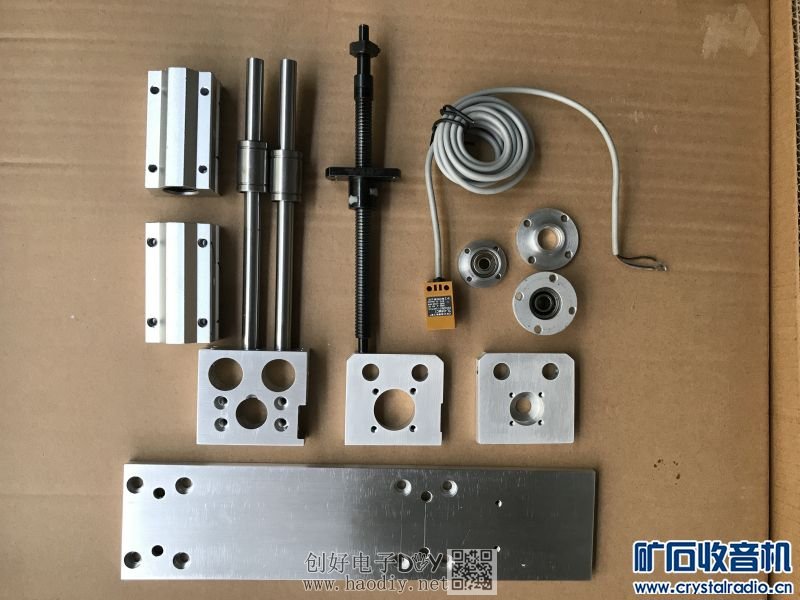
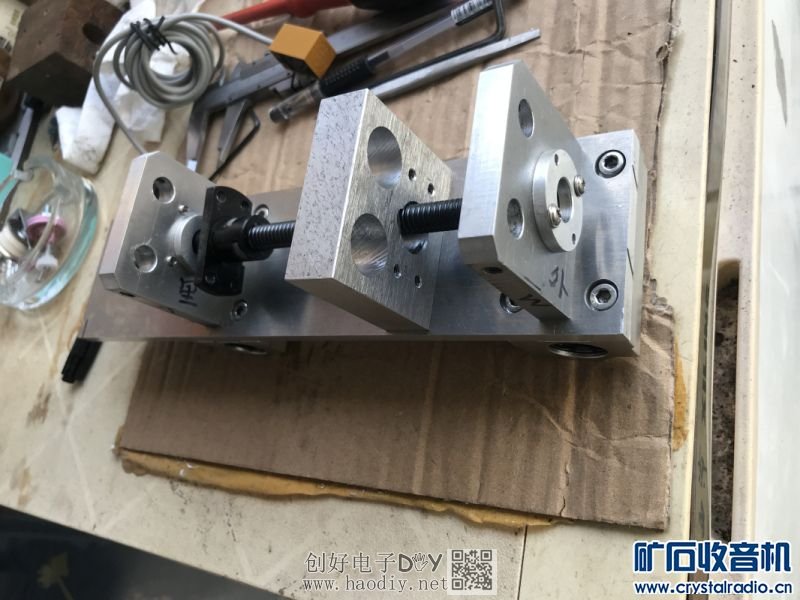

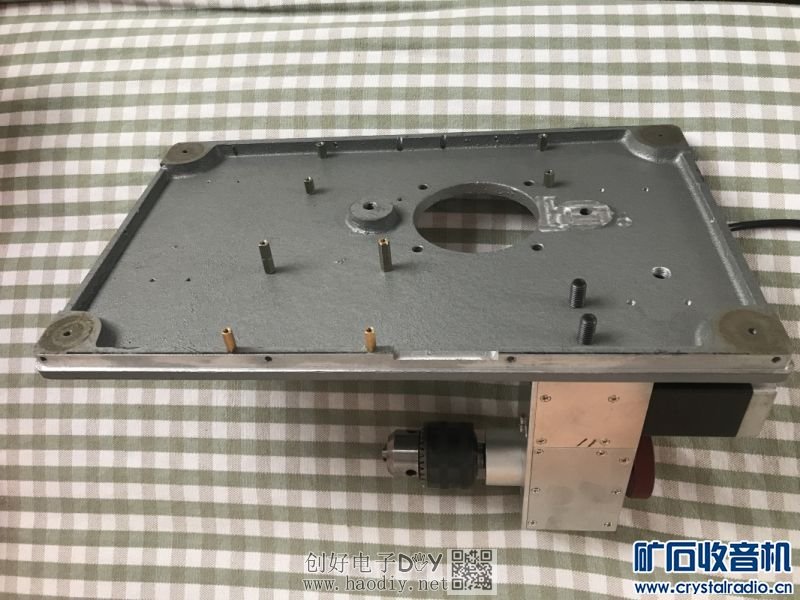
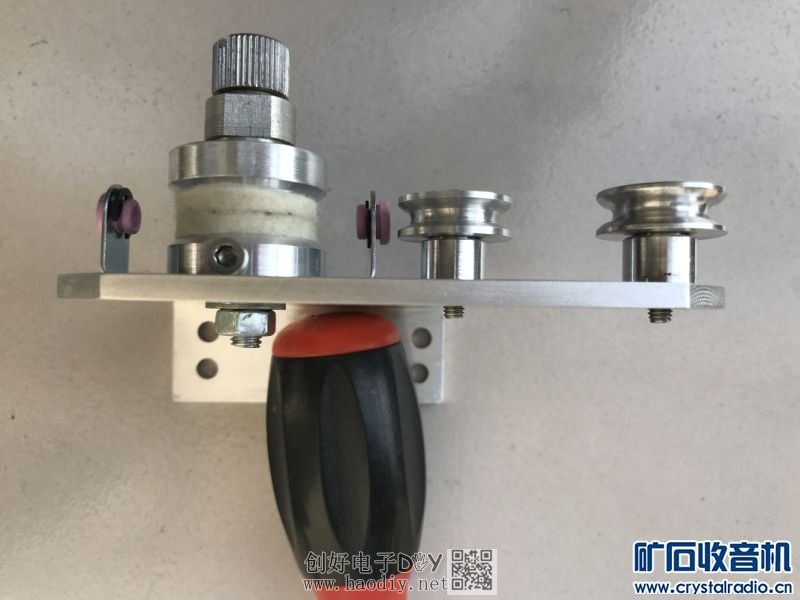
四、主轴制作


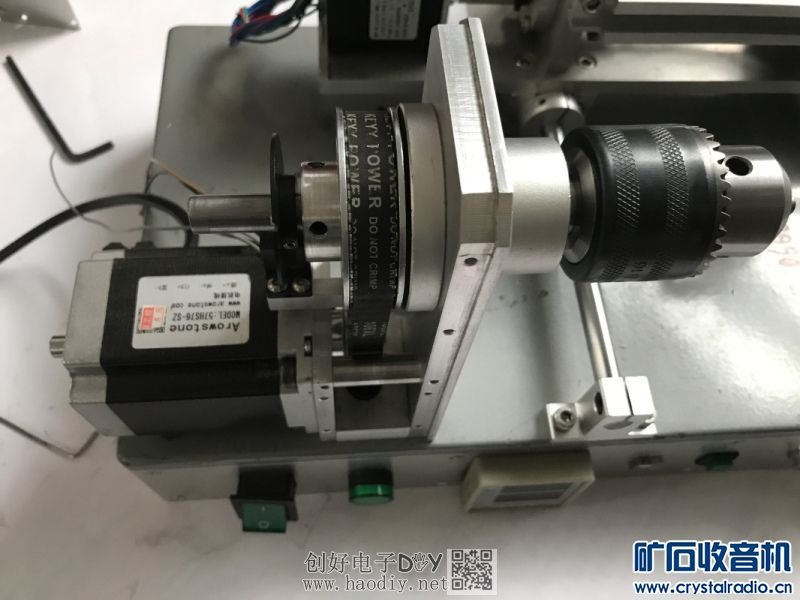
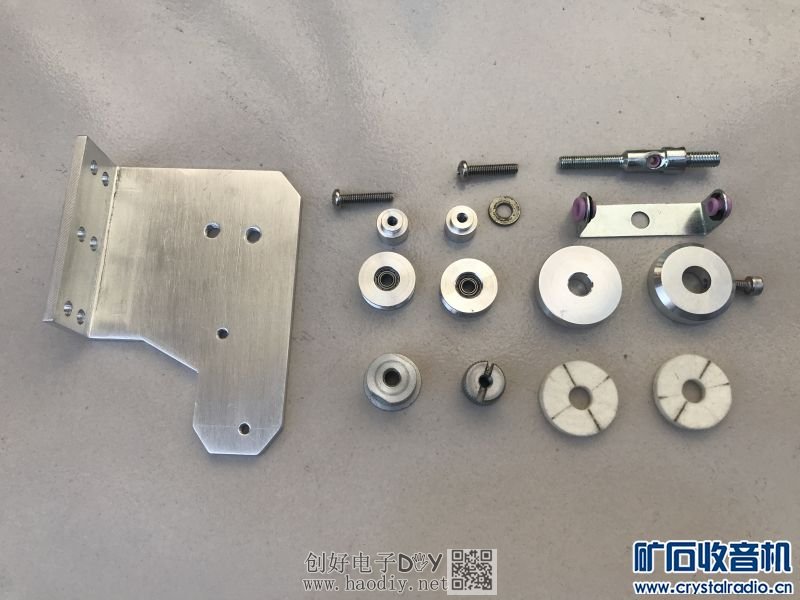
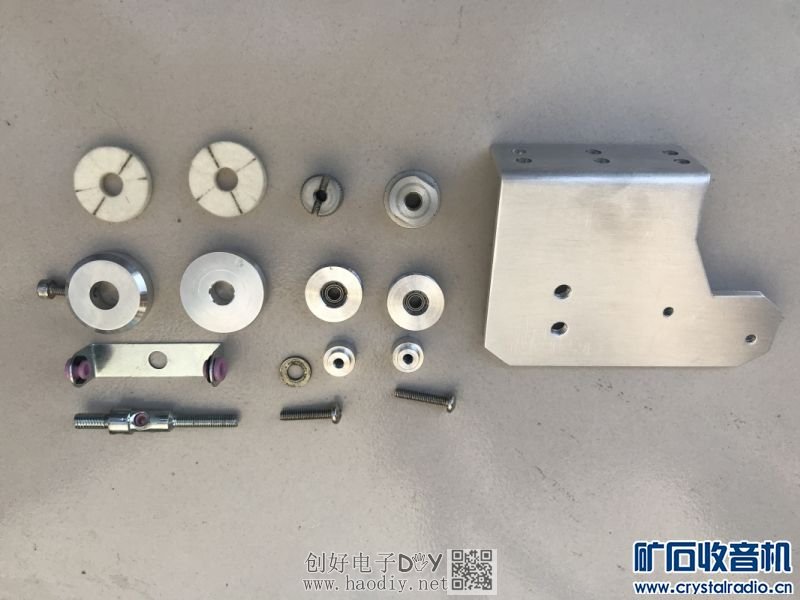
五、排线器部分制作
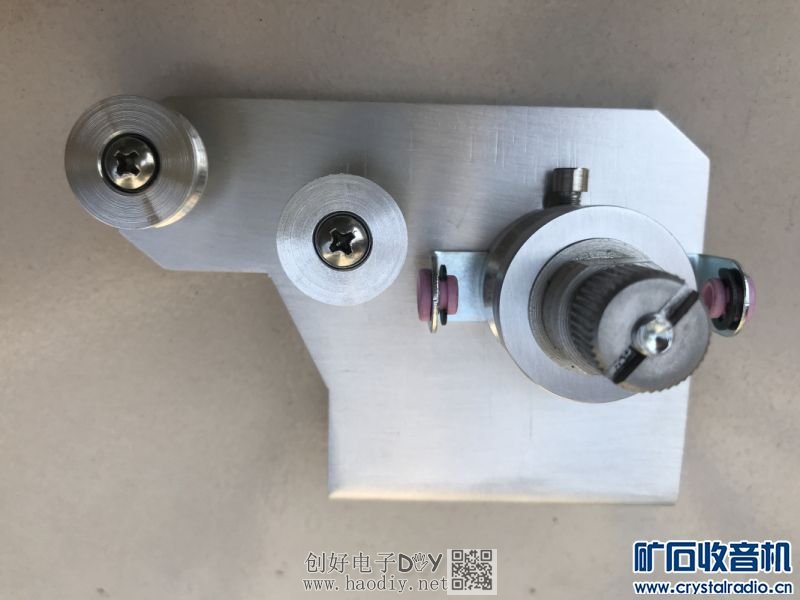

六、整机组装及附件





七、软件部分
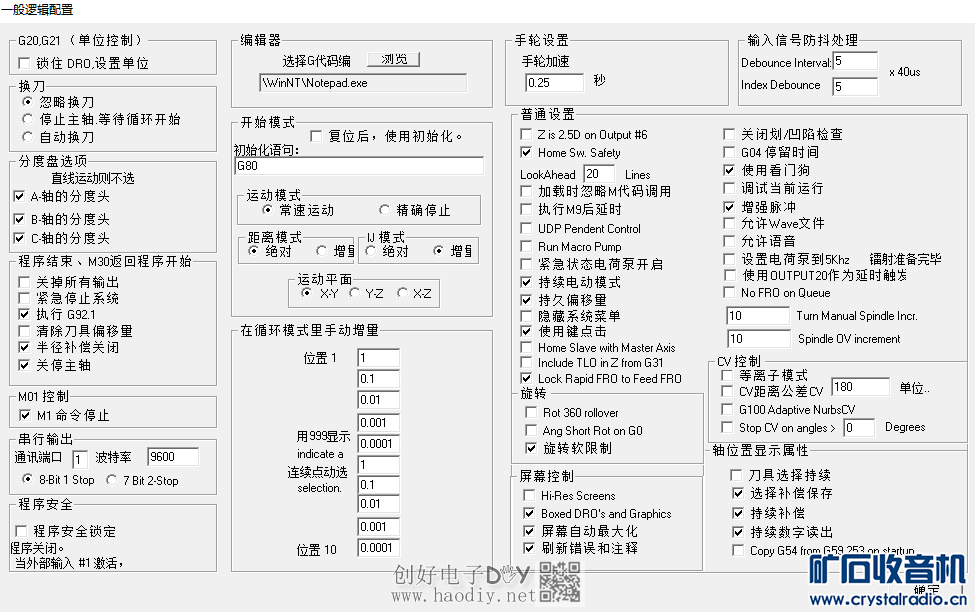
Mach3软件安装好后,根据机子的零部件使用情况,需要进行相应的配置才能正常工作。
1、打开软件的设置菜单,设置单位为毫米。

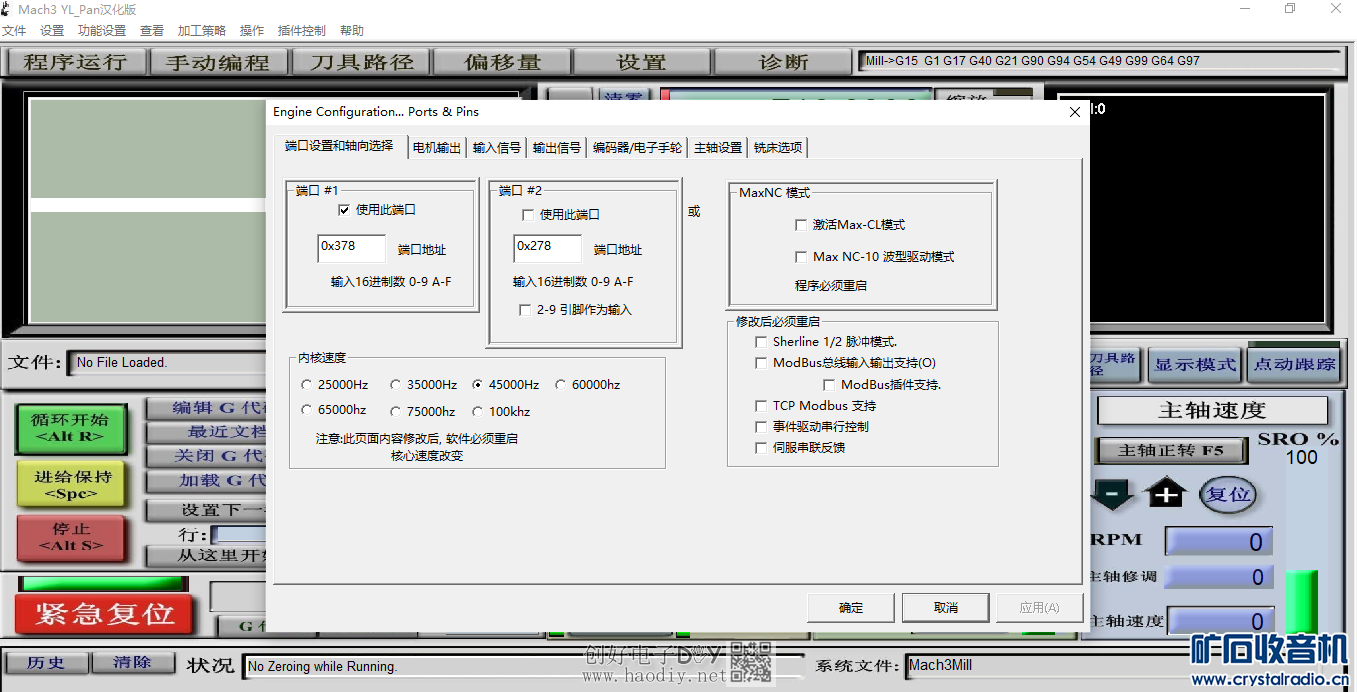
2、端口设置,一般为默认即可
3、电机调试设置,由于Mach3座标数据窗口默认显示单位为毫米,我使用X轴做为绕线主轴,可以假定X轴丝杆螺距为1毫米,即主轴转一圈螺母运动1毫米,达到了主轴转数和X轴运动距离的显示数字相一致的目地。我使用的步距角为1.8度的步进电机,所以步进电机转一圈需要360度/1.8=200个脉冲。同时我的主轴电机驱动器设置了8细分,所以实际需要200*8=1600个脉冲步进电机才能转一圈。为了增大扭矩,我的绕线主轴和步进电机同步带传动系统的减速比为2:1,所以绕线主轴转一圈需要1600*2=3200个脉冲。
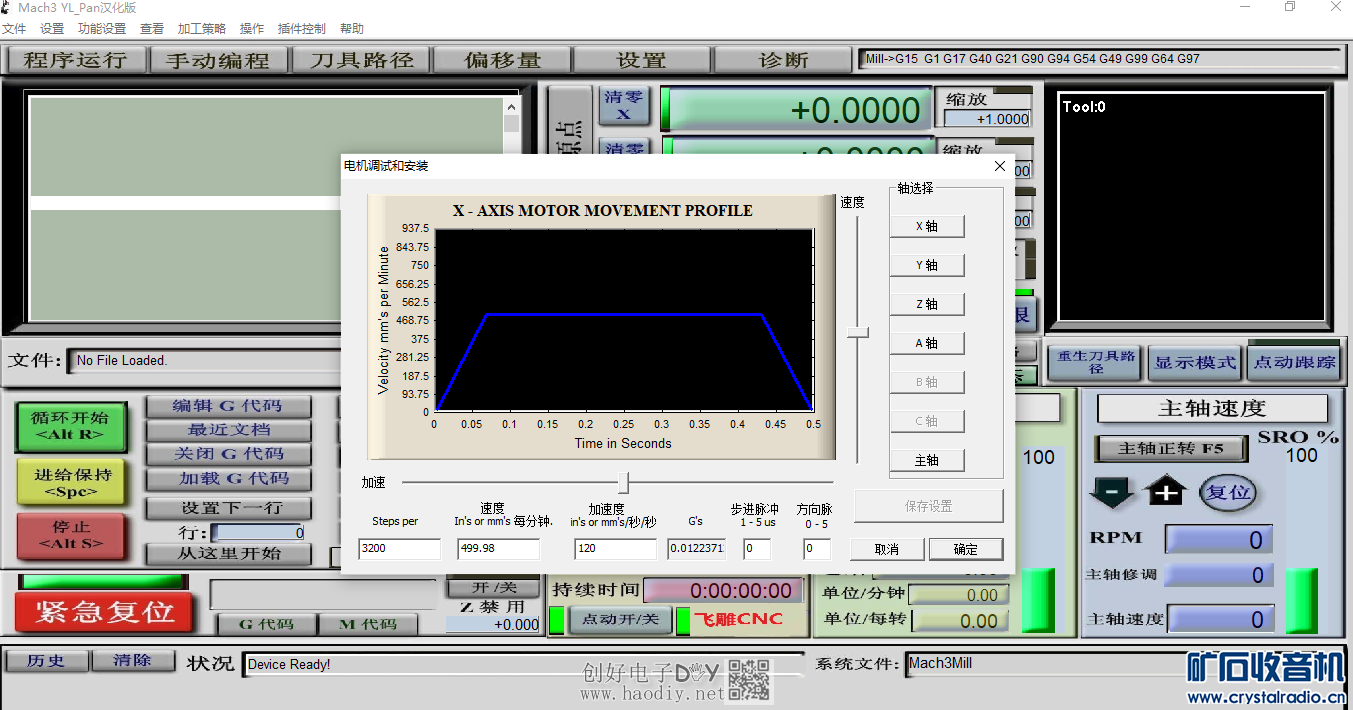
排线电机步距角也是1.8度,所以转一圈也是需要360度/1.8=200个脉冲,由于是同轴刚性传动且滚珠丝杆螺距是2毫米,同时驱动器设置为8细分,所以排线轴运动1毫米需要800个脉冲。
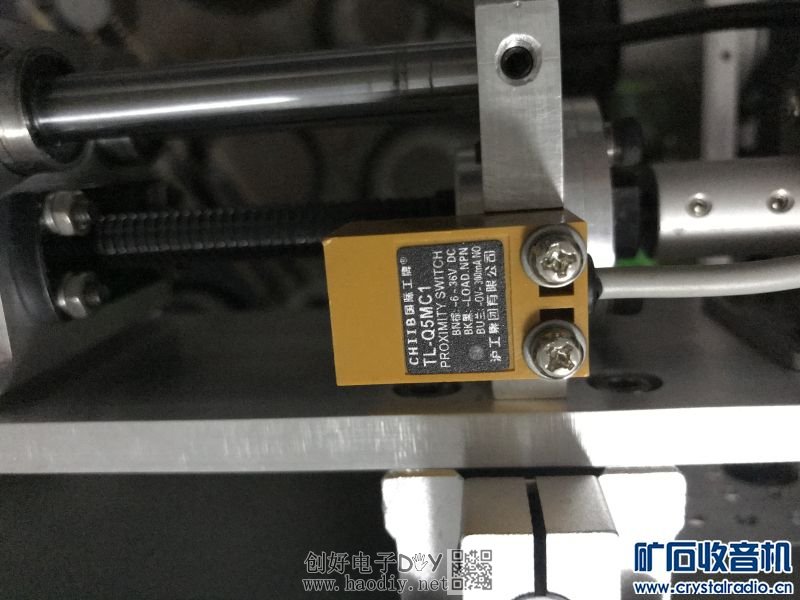
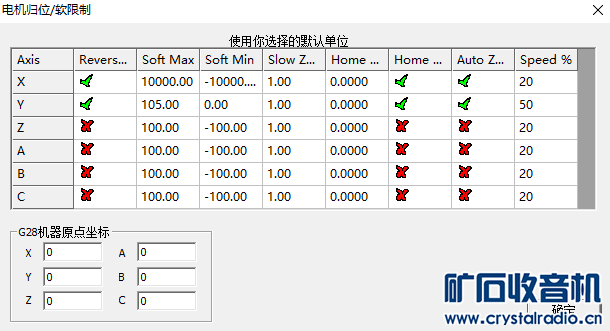
4、输入信号设置及软限位设置如图,要根据自己的实际使用的零部件情况具体设置。

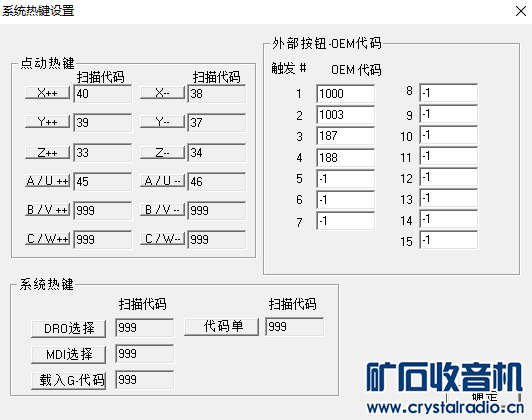
5、外接按钮设置及总体设置,Mach3可以灵活设置外接按钮,同一个按钮,通过设置不同的代码,可以实现不同的功能,如停止代码1003、启动代码1000等。总体设置主要设置为打开软件屏幕最大化和防抖信号的时间,其余默认即可。
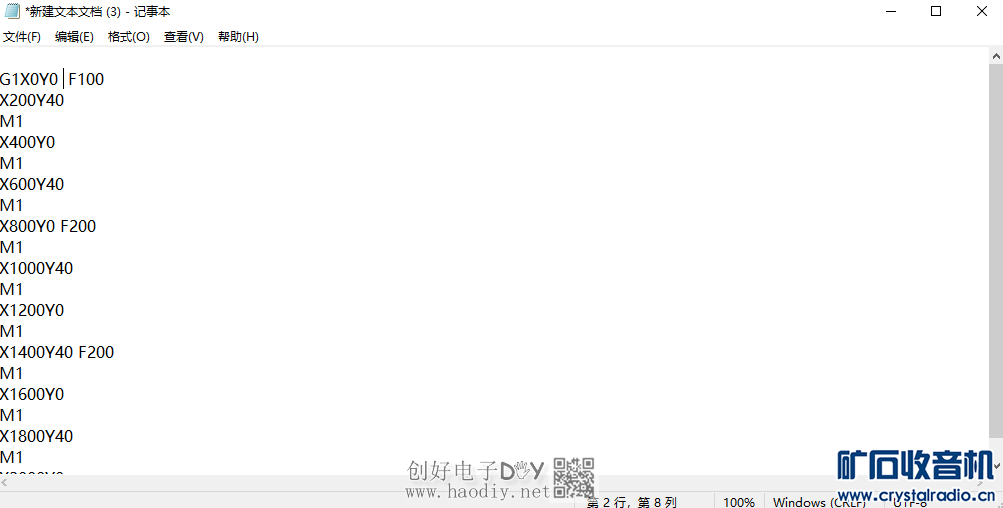
6、简单程序的编写 ,新建一个记事本文件如下:其中G1X0Y0F100含义如下:G1移动模式代码,X0Y0为绕线时设置的起绕点,F100为绕线轴转速。X200Y40即代表绕线主轴转动200圈,排线轴移动40毫米。以此类推。M1代表程序停止,即绕满一层后自动停止,便于层间垫绝缘纸。如不需要层间垫纸,编辑掉M1代码即可。
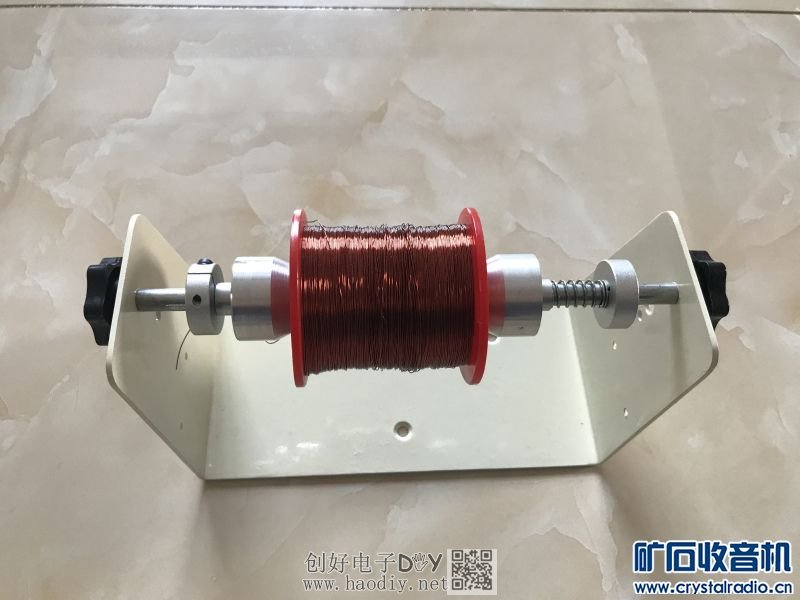
八、绕线,机器设置好并调试好后,绕线时要先点“返回机床原点”按钮,在主轴上固定好变压器骨架,用鼠标或手动移动排线器到起绕点后,X轴和Y轴数据显示窗口清零即可开始绕线,绕线过程中可随时调节绕线速度和线的松紧程度。
|
本主题由 hujingdi 于 2022-2-5 05:35 设置高亮
-
-
IMG_9233.jpg (35.3 KB, 下载次数: 6)
-
-
IMG_9507.jpg (80.97 KB, 下载次数: 6)
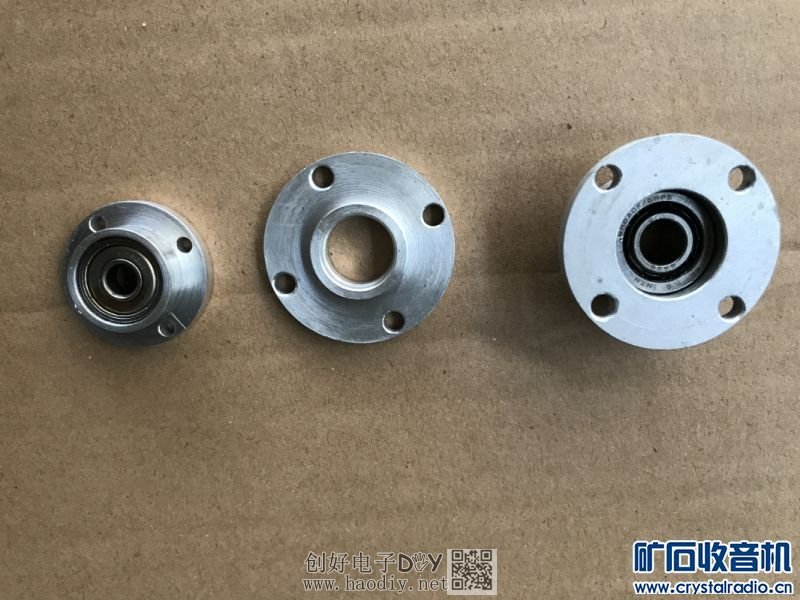
轴承座及压盖
(责任编辑:admin) |

